News/Eventi
PUNZONI DI RIBADITURA
Il punzone è forse il componente meno visibile di un sistema di ribaditura, ma riveste un ruolo fondamentale. Le variabili in gioco sono tantissime e spaziano dalla forma del punzone (che ha la stessa importanza dello stampo in una pressa) alla sua lunghezza, così come al suo diametro e alle eventuali finiture superficiali.
Cos’è un punzone di ribaditura? È a tutti gli effetti il cuore del processo di ribaditura stesso, è l’utensile che permette alla macchina di funzionare in modo corretto e ripetibile nel corso del tempo.
In linea generale esistono punzoni standard, di forma piana, conica o bombata, ma anche infiniti punzoni speciali, aventi invece una geometria decisamente specifica, calata sulle applicazioni dei singoli Clienti.
 Sulla base all’applicazione diventa quindi importante definire la lunghezza del punzone, la quale avrà un impatto sulla potenza effettiva della macchina: tanto più è lungo un punzone, quanto minore sarà la componente di forza radiale che agirà sul rivetto per deformarlo. D’altra parte, allungando il punzone, verrà a crearsi una maggiore altezza libera rispetto al particolare da ribadire, rendendo possibile il lavoro in nicchie più ristrette, o semplicemente in contesti più angusti. Bisogna tener presente che punzoni molto lunghi potrebbero richiedere l’uso di macchine più potenti, dotate di un codolo di maggior diametro.
Sulla base all’applicazione diventa quindi importante definire la lunghezza del punzone, la quale avrà un impatto sulla potenza effettiva della macchina: tanto più è lungo un punzone, quanto minore sarà la componente di forza radiale che agirà sul rivetto per deformarlo. D’altra parte, allungando il punzone, verrà a crearsi una maggiore altezza libera rispetto al particolare da ribadire, rendendo possibile il lavoro in nicchie più ristrette, o semplicemente in contesti più angusti. Bisogna tener presente che punzoni molto lunghi potrebbero richiedere l’uso di macchine più potenti, dotate di un codolo di maggior diametro.
La lunghezza del punzone è un dato estremamente importante, in quanto direttamente collegato al buon funzionamento di una macchina di ribaditura radiale: basandosi sul principio del centro di istantanea rotazione, in base alla lunghezza del punzone scelto, la macchina verrà fornita con una specifica calotta sferica e porta punzone a corredo: ad una coppia calotta sferica/porta-punzone corrisponde una sola lunghezza di punzone. Qualora si desideri un punzone più lungo occorrerà utilizzare la coppia calotta sferica/porta-punzone adeguata.
Nel tempo, con la normale usura, il punzone tenderà ad accorciarsi per usura, inducendo stress meccanico su cuscinetti e guarnizioni. Pertanto, è fondamentale che i punzoni di ribaditura vengano sostituiti in caso di accorciamento dovuto proprio all’usura, al fine di non pregiudicare il funzionamento della macchina. Un punzone di lunghezza corretta contribuisce significativamente al distanziamento tra interventi manutentivi di ampia portata, come la sostituzione di guarnizioni e cuscinetti, nonché di calotta sferica e porta-punzone. In casi estremi, le vibrazioni eccessive potrebbero anche portare alla rottura dell’albero eccentrico e di altri componenti meccanici interni.
La tabella seguente indica nel dettaglio i parametri salienti dei punzoni di ribaditura per le macchine FMW Friedrich, evidenziando le lunghezze disponibili, gli angoli di lavoro e i diametri dei codoli.
| Modello | Testa NK | Lunghezza (L) | Angolo (α) | Sporgenza (H) | Ø codolo (D) | |||
| NE/NM | 0-A | NK000-XXX | 40 | 6,11 | 20 | 8 | ||
| NK100 | NK222* | NK100 | NK222* | |||||
| R | 100 | NK100-XXX NK222-XXX NK225-XXX |
40 | 6,11 | 6,25 | 20 | 10 | 14 |
| RE | 100 | 50 | 5,20 | 5,31 | 30 | 10 | 14 | |
| N | 100 | 65 | 4,26 | 4,33 | 45 | 10 | 14 | |
| NE | 100 | 80 | - | 3,65 | 60 | - | 14 | |
| NE/NM | 2-K | 90 | 3,27 | 3,31 | 70 | 10 | 14 | |
| N | 200 | 100 | 2,99 | 3,03 | 80 | 10 | 14 | |
| NE | 200 | 120 | 2,56** | 2,58 | 100 | 10* | 14 | |
| NE | 210 | 150 | - | 2,12 | 130 | - | 14 | |
| NK251-XXX | 70 | 5,73 | 30 | 14 | ||||
| N | 300 | 90 | 4,68 | 50 | 14 | |||
| NE | 300 | 100 | 4,29 | 60 | 14 | |||
| N | 400 | 120 | 3,68 | 80 | 14 | |||
| NE | 400 | 130 | 3,44 | 90 | 14 | |||
| 150 | 3,03 | 110 | 14 | |||||
| NK340-XXX | 75 | 5,75 | 30 | 30 | ||||
| N | 430 | 100 | 4,49 | 55 | 30 | |||
| NE | 430 | 120 | 3,83 | 75 | 30 | |||
| N | 510 | 130 | 3,56 | 85 | 30 | |||
| NE | 510 | 150 | 3,13 | 105 | 30 | |||
| 170 | 2,79** | 125 | 30 | |||||
| 200 | 2,40** | 155 | 30 | |||||
* Parametri analoghi a quelli della testina universale NK225
** Dimensione speciale
Tutte le misure indicate sono in [mm] e gradi [°]
Per definire quale sia il punzone corretto per una data applicazione è conveniente ricorrere alle operazioni di campionatura, aventi lo scopo di simulare il processo che verrà adottato in via definitiva durante la produzione del particolare da ribadire.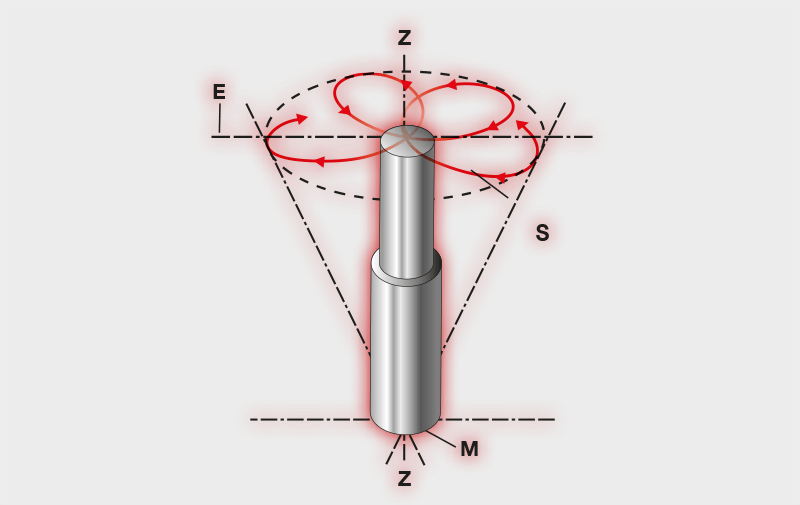
Le campionature vengono svolte direttamente nel laboratorio della CAMAR, per sondare con facilità e velocità quale sia la soluzione più adatta da impiegare. La campionatura permette quindi un’analisi puntuale e completa delle necessità dei Clienti, che possono spaziare dall’uso di punzoni di tipo standard, fino alla necessità di realizzare soluzioni personalizzate e quindi punzoni speciali.
La realizzazione di un punzone è per certi versi una forma d’arte, in quanto i progettisti sono chiamati a dimensionare un utensile che verrà utilizzato per plasmare in modo opportuno la testa di un rivetto, sia esso pieno, cavo o di forme particolari. Grazie alla tecnologia di ribaditura radiale, inoltre, è possibile ottenere risultati stupefacenti a livello di finitura e longevità del rivetto plasmato. Una buona ribaditura può anche essere una bella ribaditura, in quanto l’aspetto del rivetto può essere determinante in campi di applicazione votati all’estetica, come il mondo della moda e, in alcuni casi, il settore automobilistico.
Contattate la CAMAR S.p.A. per ricevere ulteriori informazioni sui punzoni di ribaditura standard e speciali della FMW Friedrich, lo staff sarà lieto di trovare la soluzione migliore per la Vostra applicazione!