Tecnica
Cos’è e come funziona il processo di skive-burnishing
 Breve descrizione dello skive-burnishing
Breve descrizione dello skive-burnishing
La combinazione di skiving e rullatura consente una lavorazione interna efficiente e precisa dei tubi cilindrici. Questi strumenti uniscono la lavorazione per asportazione di truciolo (skiving) e la riduzione della rugosità superficiale (rullatura) in un unico processo, permettendo di ottenere diametri interni con elevata precisione dimensionale e finiture superficiali con bassissima rugosità, il tutto in tempi molto contenuti. Lo skiving assicura l'accuratezza dimensionale e della forma, mentre la rullatura migliora direttamente la rugosità della superficie immediatamente dopo la lavorazione.
 Che cosa significa per il componente
Che cosa significa per il componente
Questa combinazione ha quasi completamente sostituito il precedente processo di levigatura (honing) ed è tipicamente eseguita su macchine per foratura profonda e macchine CNC. Per i tubi laminati a caldo, questa combinazione può essere integrata con una fase di foratura.
Dettaglio del funzionamento dello skive-burnishing
Gli utensili per skive-burnishing, cioè pelatura e rullatura, sono usati per la produzione funzionale dei diametri interni dei tubi cilindrici. Lo skiving produce la precisione dimensionale e di forma richiesta, ad esempio, per i cilindri idraulici. La bassa rotondità e l'ondulazione (IT8) sono i parametri principali. La lucidatura a rullo influenza la rugosità della superficie direttamente dopo la lavorazione. I valori target abituali sono Ra 0,1µm - 0,3µm | Rz < 1µm.
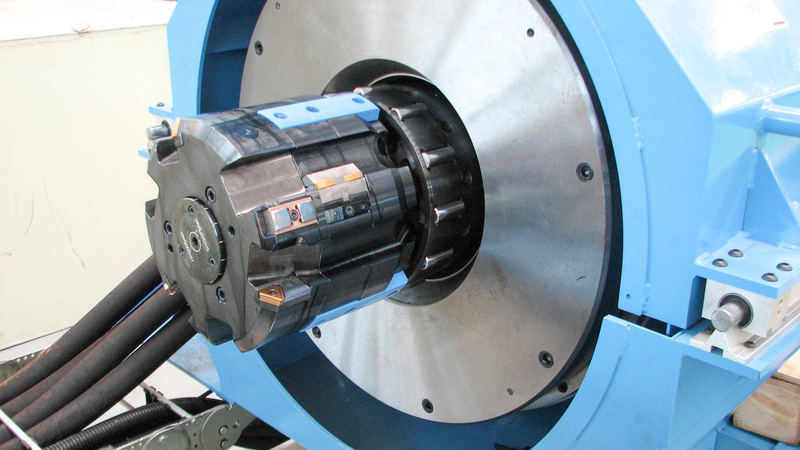
La combinazione dei due processi con requisiti di lavorazione molto alti ha quasi completamente rimpiazzato il precedente processo di onatura, dato che lo skive-burnishing è molto più economico e veloce. Il processo di skive-burnishing è solitamente realizzato su macchine da foratura profonda, ma può anche avvenire su centri di lavoro a controllo numerico CNC.

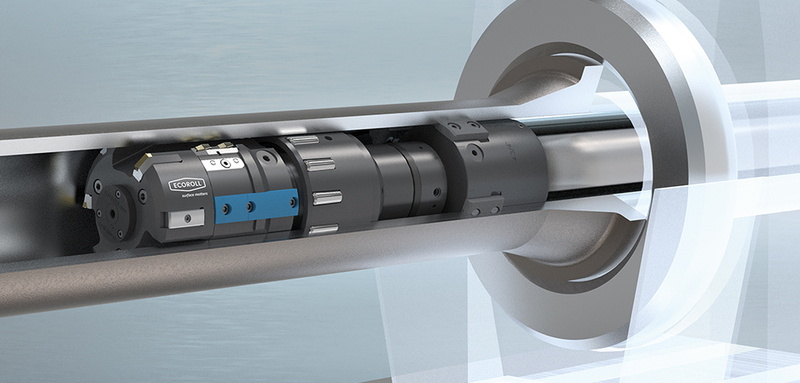
La combinazione di skiving e lucidatura con rullo può essere integrata da un ulteriore processo: la foratura. Questo è necessario se si devono lavorare tubi laminati a caldo. A differenza dei tubi trafilati a freddo, questi tubi presentano fluttuazioni di spessore delle pareti notevolmente maggiori, per cui è necessaria un'ulteriore lavorazione a monte. Grazie al design modulare, un utensile a 2 cavità può essere facilmente trasformato in un utensile combinato a 3 cavità.
Il sistema OMEGA (RIO, RDO) di ECOROLL combina skiving e rullatura per la produzione di cilindri idraulici e tubi cilindrici in un unico strumento. La testa di skiving OMEGA garantisce l'accuratezza dimensionale e della forma necessarie, mentre la testa di rullatura leviga la superficie. Grazie alla modularità del sistema OMEGA, è possibile configurare strumenti personalizzati per tutte le qualità di tubo e lunghezze di lavorazione.